产品别名 |
分切圆刀片,圆形刀片,圆刀片 |
面向地区 |
全国 |
用途 |
切布锯片 |
材质 |
9CrSi |
是否标准件 |
标准件 |
适用机床 |
多款供选 |
是否库存 |
库存 |
是否批发 |
批发 |
是否进口 |
是 |
是否涂层 |
涂层 |
样品或现货 |
现货 |
适用机械 |
包装机刀片 |
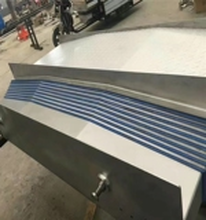
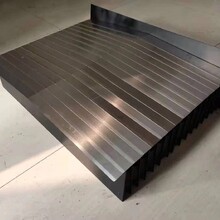
上、下圆盘分切刀片方法使用广泛,主要有切线分切与非切线分切两种。切线分切为材料从上下两圆盘刀的切线方向分切,这种分切对刀比较方便,上圆盘刀和下圆盘刀可根据分切宽度要求,很容易当地接调整方位。它的缺点是材料很容易在分切处产生漂移现象,所以精度不高,现在一般不必。非切线分切是材料和下圆盘刀有一定的包角,下圆盘刀落下,将材料切开。这种分切方法能够使材料不易产生漂移,分切精度高。可是调刀不是很方便,下圆盘刀安装时,将整轴拆下。圆刀分切适合分切比较厚的复合膜和纸张类。
在选择分切刀片要适合机器的刀片,有些用户总是片面客观的寻求进口刀片,却忽略与自己的机型应该相配套的刀片。在没有分清刀片的使用和自己的用处,就认为只有进口的刀片才是好的、经用的刀片。其实不然,不管是进口还是国产的,只有利于产品使用,才是适宜的刀片。
刀片的刃磨精度与刃口角度也是影响所以寿命的因数之一,分切刀片一般选用单刃刀口规划,其磨刃角度在30°左右。一般,刀口斜角面在裁切过程中承受着摩擦力比较大,在纸边的摩擦下,刀片的斜面很快被磨损,考虑到裁切物抗切力大小的前提下,磨刃的角度可以应尽量小。