






关键词 |
定制金属制品,金属制品报价,重庆金属制品,金属制品价格 |
面向地区 |
全国 |
电镀时,阳极材料质量、电镀溶液成分、温度、电流密度、通电时间、搅拌强度、析出杂质、电源波形皆是造成镀层质量不佳的因素,需要适时进行控制。其中温度控制便是一项重要的温度参数。不同镀层材料和添加剂决定了不同的温度要求,例如镀锡温度18度,镀锌温度30度,镀铜温度范围在11度—40度之间,而镀银的温度会在10度左右。
电镀槽空间中的温度分布不同(加热管附近温度大),也是影响电镀液温度的因素;另外电镀的不同过程也会让温度上升。可见温度变化如此之大,就需要的温度控制系统。因节能目的,选用自来水冷却是佳的冷却方式,但是为了匹配多种材料镀层的实现,制冷、可调温差大的制冷机是每条电镀生产线的设备。
全自动电镀生产线设计不同的装载方式和运行节拍,编制相应的运行程序后,行车会自动按系统要求动作,从而实现生产过程的自动化运行。实时数据库可对整个生产线的运行状态进行动态显示,对工艺参数进行监测。通过数据库功能可完成各种统计报表的记录与生成。整套电气控制系统选用PLC和工控机进行控制,具有很强的抗干扰能力,系统长期连续稳定运行。系统具有良好的人机界面和数据库功能,人机界面采用全中文显示,操作简单,可实现操作、提示、帮助等功能。在计算机中建立实时和历史两个数据库。历史数据库可实现工艺参数的历史记录、存储功能,便于进行产品质量的追溯和生产状况的管理分析。
什么会影响电镀设备电镀效果
1、主机和辅助设备同等情况下,主机和辅助设备占有的空间越小越好。晶闸管电源比硅整流器体积小,而晶体管电源的体积更小。
2、调电镀生产过程中,电流是需要变化的,能否无级调控、自动控制、远距离遥控,直接影响生产过程及生产线的建设。的电源不但要有可靠的优良的主机,而且要有实用齐备的控制功能,如温控、恒流、定时、记录、自控、短路保护等。
3、电源输出功率电源的输出电压、电流的大小应满足生产量和镀种特殊性的要求。生产产量的大小决定电流的大小,不同镀种的特殊性决定电压的大小及输出方式。
4、纹波系数直接影响镀层质量,是衡量电源品质的主要技术参数。在同等条件下,电流越大,波纹系数越小。在实际生产中选择电源时,要波纹系数满足输出电流。
电镀设备通用电镀挂具的方式和结构,应根据镀件的几许形状、镀层的技能要求、工艺办法和设备的大小来决定。例如,片状镀件在上下道工序之间会随镀液的阻力而漂落,在选用挂具时要将镀件夹紧或用铜丝扎紧。若镀件较重而有孔时,可选用钩状的挂具。
1、运用时应注意轻装轻放,尽量不要损坏绝缘层。否则会造成挂具与工件抢电,致使工件呈现部分镀不上或粗糙等现象,影响镀层质量。
2、运用一段时间后的挂具,要及时处理,退除挂具上的镀层,以导电。挂具绝缘层呈现裂纹,要及时修正或重新绝缘处理。
3、挂具运用后,要清洗洁净,集中妥善存放备用。
4、手工操作运用的挂具。装载重量一般为1~3kg。
5、吊钩应有满足的导电面积,其型式应使导电。挂具吊钩应经常清洗。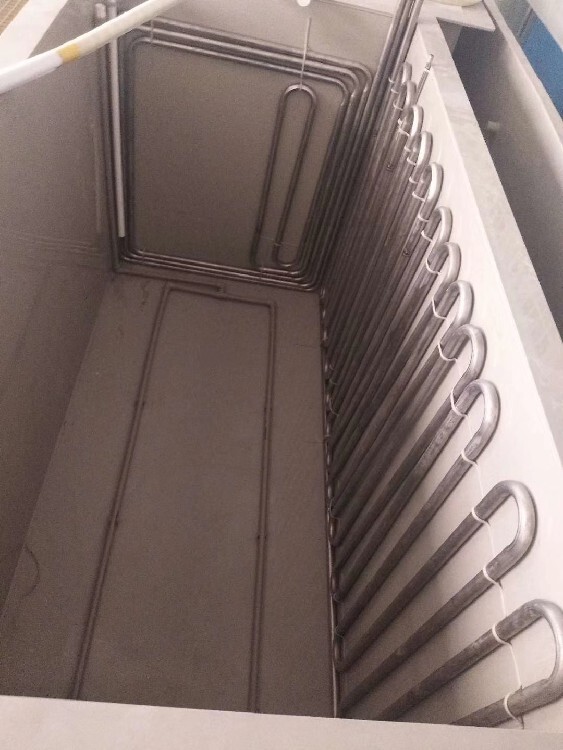
电镀设备安全使用方法
1、电镀设备安全使用方法及设备的构造、性能和维护方法。
2、工作前应穿戴好防护用品,并认真地检查设备,吊夹具是否良好。电气设备与镀槽之间应用墙壁隔开。
3、工作前应先打开通风装置,然后再进行工作。工作场地禁止饮食和吸烟,防止药水入口。
4、强酸储存在带塞的瓶中,不准超过容积4/5;碱要储存在封闭的铁筒内。
5、搬运酸液和倒酸时,应采用小车或妥善抬具。认真检查酸坛,无裂纹时再小心搬运和使用。
6、配制硫酸时应将浓酸缓慢倒入水中,严禁将水倒入酸中或将酸倒入热水中。
7、氰化镀槽的操作人员,下班时应用消毒液对手、脸各部进行消毒。未经消毒处理的个人防护用品不准带到其它场所。
8、电镀设备工作完后,要切断电源气源,盖好镀槽,关闭风机,做好清洁,将工件堆放整齐。
















