关键词 |
新之昊缩管机,缩管机加工,烟台缩管机,新之昊缩管机 |
面向地区 |
全国 |
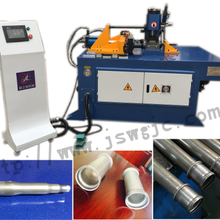
生产自动缩管机 切管弯管机 钢管缩管机缩管机模具型号 支持定制 钢管缩管机 不锈钢管缩管机 压钢丝头缩管机 钢管缩头机
缩管机被广泛运用于管件接插、汽车油管、风管、水管、空调管等连接部位的加工成型,是理想的管端成型加工设备,加工形状包括:凸、凹节,长扁,正方,拓斜,V形,开口肘,平口肘等依产品化制造成成型模具。缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械。
通过机械传动,带动钢管旋转,并在钢管的一端用火焰加热,当达到一定温度时,用成型模对加热的钢管头部进行赶制,直至达到所要求的形状为止。
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械。
钢管缩管机工作原理:
1、采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动都是依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。
2、液压系统由电机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速回位的目的,且速度可调、噪音和系统压力降低。
3、在电器控制系统方面,控制电路适用PLC电路,它检修电路容易、维修方便、更换简单。
4、扣压模具及模座采用无累计误差式加工工艺,以扣压后产品的扣压线条间隔均匀,无大小头现象。
5、为了扣压机的机械精度及寿命,在锁紧机构组件上,不仅选择了合金钢材料,而且采用的热处理工艺。所以扣压机较长的使用寿命:与选材、热处理、机械加工工艺及结构的合理性是密不可分的!
6、理论要求:不脱头,不破坏胶管内胶 ,要想不脱头-扣压力度要大,要想不破坏内胶-扣压力度要小。若要解决这种矛盾1、扣压机要选无锥度(0锥度)压管机使液压金属接头前后两端数据一致,避免误差。(注:若金属接头前端压缩力度过大,会将接头压坏。若金属接头后端压缩力度过大,会将胶管内胶压裂,从而导致胶管漏油等)
缩管机被广泛运用于管件接插、汽车油管、风管、水管、空调管等连接部位的加工成型,是理想的管端成型加工设备,加工形状包括:凸、凹节,长扁,正方,拓斜,V形,开口肘,平口肘等依产品化制造成成型模具。
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。 管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,终形成缩小的端部直径。 管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和,确保管件加工质量。 缩管机被广泛运用于管件接插、汽车油管、风管、水管、空调管等连接部位的加工成型,是理想的管端成型加工设备,加工形状包括:凸、凹节,长扁,正方,拓斜,V形,开口肘,平口肘等依产品化制造成成型模具
全国缩管机热销信息