产品别名 |
铸铁平板,铸铁平板,划线平台 |
面向地区 |
全国 |
铸铁平板(Cast iron plate),又称铸铁平台,属于建筑工具,外观基本上是箱体式,工作面有长方形、正方形或圆形,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。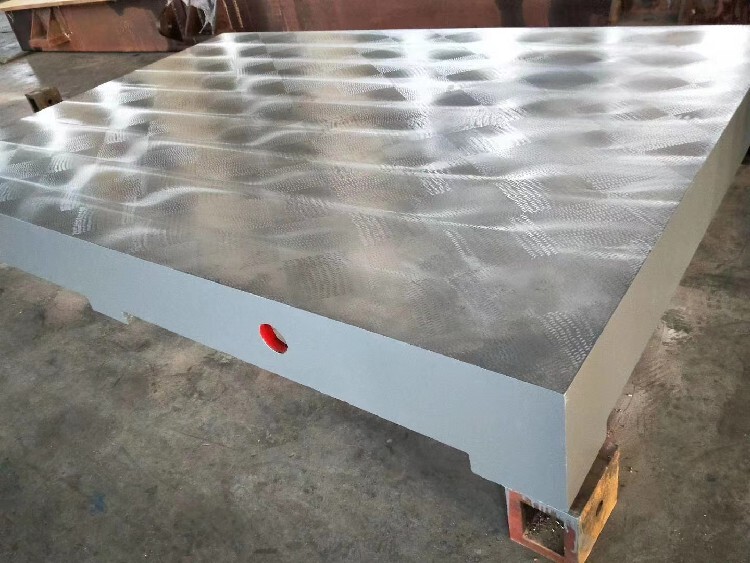
铸铁平板按结构分为筋板式和箱体式;按用途分为检验平板、划线平板和压砂平板;按准确度级别分为00、0、1、2、3级平板,其中2级以上为检验平板,3级为划线平板。铸铁平板的整体规格大为4米×8米,大于此规格可以多块拼接,使用磨损后,可以重新修刮恢复其精度,可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,了测量准确度。
焊接平板材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
焊接平板精度:按国家标准计量检定规程执行,分别为1、2、3三个等级。
日常养护
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,每个支撑点受力均匀,整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按国家标准实行定期周检,检定周期根据具体情况可为6-12个月。包装:铁板包装和木制包装两种形式,平台表表用塑料膜封装,这种包装适于平板内陆运输,并有良好的防潮、防震、防锈和防野蛮装卸等保护平板的措施,以确保安全运抵现场。
铸铁平台的生产制造工艺流程及其注意事项:
1、进行烘干:对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。
2、制作模样:模样是铸造生产主要的工艺装备,也是铸造生产的_道工序,在_几何尺寸的同时。也要考虑生产规模及使用方便性。在制作过程中要考虑的是其工艺结构和性能。一方面提高生产率,另一方面要_质量。在使用过程中要检验模样的完整性,无缺陷使用。如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。
3、合理的工艺:操作者要严格按工艺过程进行操作,历求量具铸件结构使模样制造简单方便,使分型面数目少,具有拔模斜度,砂芯数量要少,有合理的壁厚,连接处要有过渡。选择合理的浇注系统,使量具铸件顺序凝固,以得到组织均匀的量具铸件。
铸铁平台的保养
1.为了防止铸铁平台发生有害的变形,在安装铸铁平台时,要将支承支在主支点处。支承时,尽量将铸铁平台的工作面调整到水平面内。
2.为了防止铸铁平台发生变形,检验完毕或划线完毕后,要把工件抬下来,不得长时间放在平板上。
3.使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用,涂上一层黄油,然后铺一层白纸。
4.用木板制作的一个罩,不用平板时,用罩子将平板罩住。严禁水滴在铸铁平台上。
5.平板要实行周期检定,检定周期要根据使用的具体情况确定,一般为1年。