产品别名 |
下刀多刃刀圈,多刃刀圈厂家,多刃刀圈厂家报价,多刃刀圈厂家供应 |
面向地区 |
全国 |
圆刀片因切削轻快,切槽与切断时。切削速度可比原来提高一倍,外表粗糙度可达Ra3.2以上。根据不同加工资料,可对刀片外表分别进行TiCTiNAl2O3及TiC-TiN复合涂层,使刀片在硬度、及抗磨损能力等各方面都有所提高,使多功能车刀的应用范围变宽,使它不只能应用于难加工材料,也可以在断续切削、吃刀深度不均等有利条件下应用。多功能车刀胜利地实现了一刀多用,一把刀可以代替普通车刀34把,大大节省了装夹时间,提高了生产效率。
正确调整分切机刀片:
每次装上新刀片,或刃磨后的旧刀片均应手动调整刀床的高低位置,以调整刀片的切入量,避免所换新刀片高度较大造成较深的裁切而引起事故,调整切刀时关闭主电机,待停止运转后才能进行!
机械刀片的裁切性能在相当程度上取决于刃磨质量,而刃磨质量又取决于刃磨设备及合理的刃磨工艺。刃磨设备,建议使用立轴式磨刀机,刀刃的角度易。砂轮建议选择白刚玉(代号WA),刃磨时不易发热,同时使用冷却液在刃磨时连续浇在刃口与砂轮接触面上,严禁刃口过热变色。建议使用1号金属乳化液。整个刃磨过程好分粗磨、精磨和光整,粗、精磨在磨刀机上进行,光整需要磨刀机和手工来进行。
性能特点:
分切刀片锋利,切削效果好。更换刀片少,从而提高了设备效率。根据用户对切管圆刀片材质的要求不同,可提供高速钢,以及其他材料分切刀片,充分满足用户需要。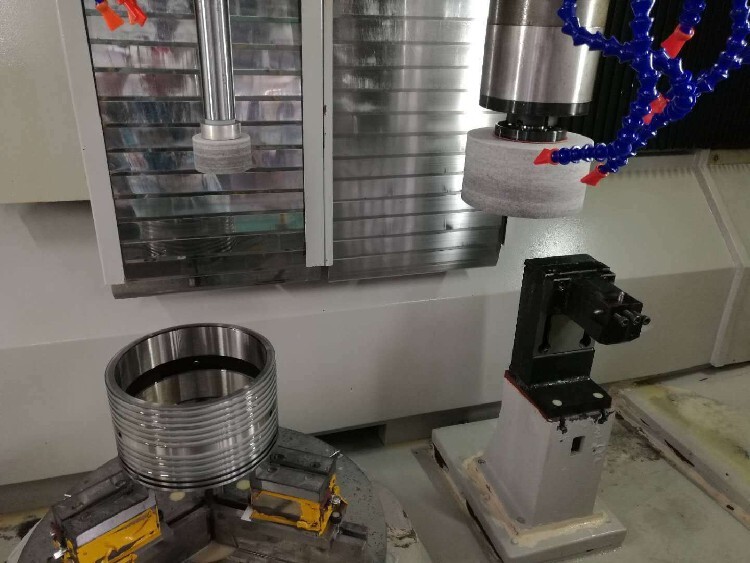
钨钢刀片具有高硬度(8OHRG)和耐磨性,弯曲强度和韧性略差于高速钢。 然而,可以合理地选择几何参数,并且可以克服这种不足。 硬质合金的加工性也非常好,制造方便,易于加工。 硬质合金的成品通常是刀片,其被夹紧或焊接到心轴上以形成刨床。 它常用于生产。
目前,分切机刀片结构的不平衡是生产的工具和需求不正确。 例如,用户所需的硬质合金切割刀片间隙较大,但高速钢刀具过剩; 现代制造业急需的方管很大,但低档标准工具生产过剩。 小编认为,从机械制造业的技术发展趋势来看,工厂的数控机床比例将逐年增加, 对率和工具的需求将迅速增加。 对传统标准工具的需求将逐年减少。 足够的强度和韧性机械刀片材料具有足够的强度和韧性,以承受齿形刀片的高压,并在切削过程中经常遇到的冲击和振动条件下工作,而不会发生碎裂和断裂。
最近来访记录