产品别名 |
东莞发那科机床代理商,数控慢走丝线切割机,发那科慢走丝线切割机,fanuc铜公机模具机 |
面向地区 |
品牌 |
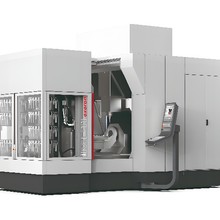
Fanuc/发那科 |
|
型号 |
DK7740MEC |
工作台行程(X*Y) |
400*500 |
Z轴行程 |
400mm |
工作油糟尺寸 |
56mm |
锥度 |
6° |
大切割厚度 |
650mm |
大加工速度 |
80mm/min |
工作台面尺寸 |
360*600mm |
适用行业 |
五金、机械 |