






产品别名 |
轧钢刀 |
面向地区 |
全国 |
国内的刀具产业在世界模具行业当中处于低端,出现这样的形势与整个行业科技水平低,价格战持续有关。刀具行业想要有所发展,不断增加研发资金,加大科技含量,生产出具有核心竞争力的产品。
为了焊接质量,焊接后的刀片应进行仔细检查,以便找出缺陷原因加以改进。检查前,刀片要经喷砂或轻轻磨去粘附在刀片表面的焊料和杂质,并用煤油清洗干净。检查焊缝强度:用绿色碳化硅砂轮磨一扇刀片的后面,检查焊料层的厚度,厚度要求在0.15毫米以下。刀尖支承底面处不能有气孔和焊料不足现象,焊料未填满的焊缝应不大于焊缝总长的10%。如有气孔,在切削时就会使刀片脱落。检查刀片在刀槽中的位置:如刀片错位及下垂超过技术条件的规定应进行重焊。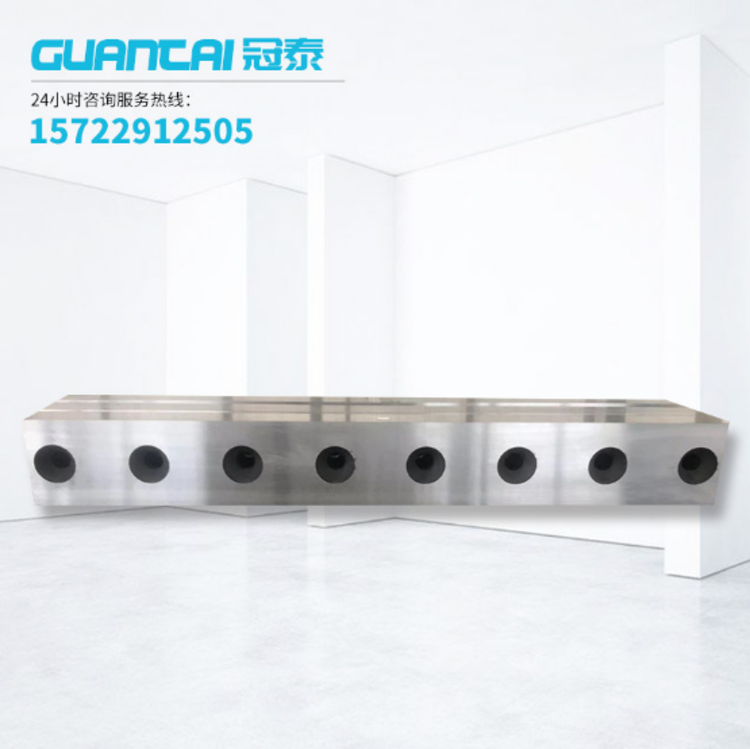
轧钢方法按轧制温度不同可分为热轧与冷轧;按轧制时轧件与轧辊的相对运动关系不同可分为纵轧,横轧和斜轧;按轧制产品的成型特点还可分为一般轧制和特殊轧制。周期轧制,旋压轧制,弯曲成型等都属于特殊轧制方法。
最近来访记录


