产品别名 |
异形法兰 |
面向地区 |
全国 |
通常情况下,总是将异型法兰分成若干弧段进行加工。,将毛坯锻成方坯,然后冷弯成弧段,退火去应力热处理后。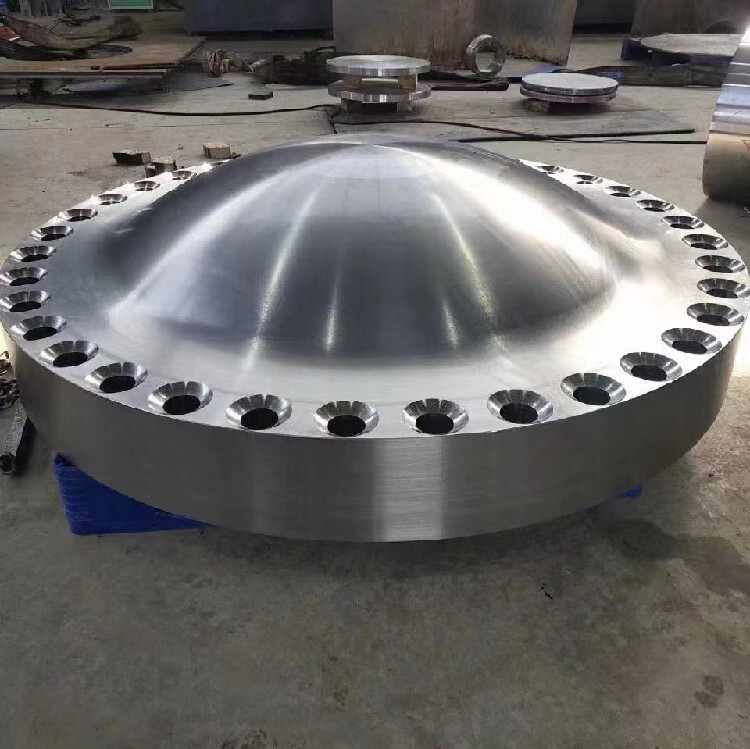
拼成整圆在立车上加工到设计的形状和尺寸,后运至施工现场,再将若干弧段组焊成完整的异型法兰并与压力容器组焊。
从加工方便性和工艺成本考虑,在立车床上加工锥形孔是佳方案。但由于刀尖受伸出刀杆长度的限制,如刀尖伸出刀杆的长度40~45mm则刀杆刚性较低。刀尖伸出刀杆的长度取决于图3中AM 的实际长度,AM 长度应小于45mm,若AM <45mm,则该类型法兰在立车上加工,反之则在镗床上加工。可将纵向刀夹倾斜成二分之一锥形孔夹角,计算出径向进给与轴向进给的锥度比,按车锥度孔的方法,先车制半个锥形孔。按上述方法再加工另一个锥形孔,即可加工出法兰的锥形内孔,其余尺寸按上述方法进行。