

产品别名 |
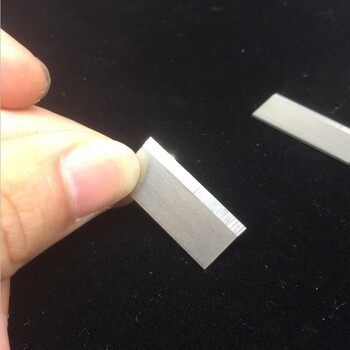
食品刀片 |
面向地区 |
全国 |
刀具材料与质量是高速加工主要的限制条件之一,故高速加工不仅决定于主轴速度与刀具直径,还与所切削的材料、刀具寿命及加工工艺等综合因素有关.高速加工是浅切削快进给加工方式,所以传统的大切深侧刃加工不适合于高速加工,通常粗加工钢料时ap为刀具直径的5%左右,ae可取刀具直径的35%--45%,平底刀由于刀尖较薄弱一般不适合用于高速加工的粗加工,适合精细化加工.
从经济效益方面比较,我国硬质合金年销售收入约5.6亿美元;日本仅为我国产量的40%,但销售收入高达26.33亿美元,其中刀片(刀具)的比重高达72%,使资源得到了充分利用,企业也获得了良好效益。我国工具工业应该从中得到一些有益的启示。
分条机刀片位调好后,分切机刀片缓缓放入刀槽,深度3~5mm为宜,分切刀片一定要居刀槽中心,不可偏离,两者更不能接触,不然开机后刀片与刀槽相互摩擦即将薄刀片烧坏。生产中,分条机刀片的以质量为标准每200~50mm点动磨刀,保持分纸切口光洁美观为宜,同时注意纸边等异物 ,切勿卷入刀片传动齿轮中,以免损伤机器。生产完毕及时清除设备上的纸屑、油污。
最近来访记录
近期浏览