





产品别名 |
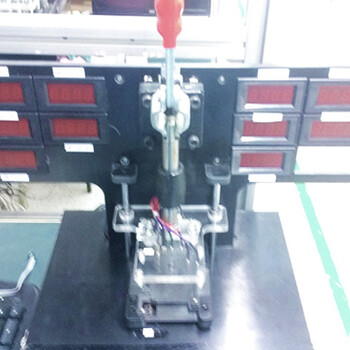
装配治具设计定制加工,治具设计定制加工,治具定制加工,装配治具定制加工 |
面向地区 |
品牌 |
国产 |
|
产地 |
珠三角 |
阻燃特性 |
VO板 |
加工方式 |
来样加工 |
无铅制造工艺 |
提供 |
类别 |
其它 |
最近来访记录