产品别名 |
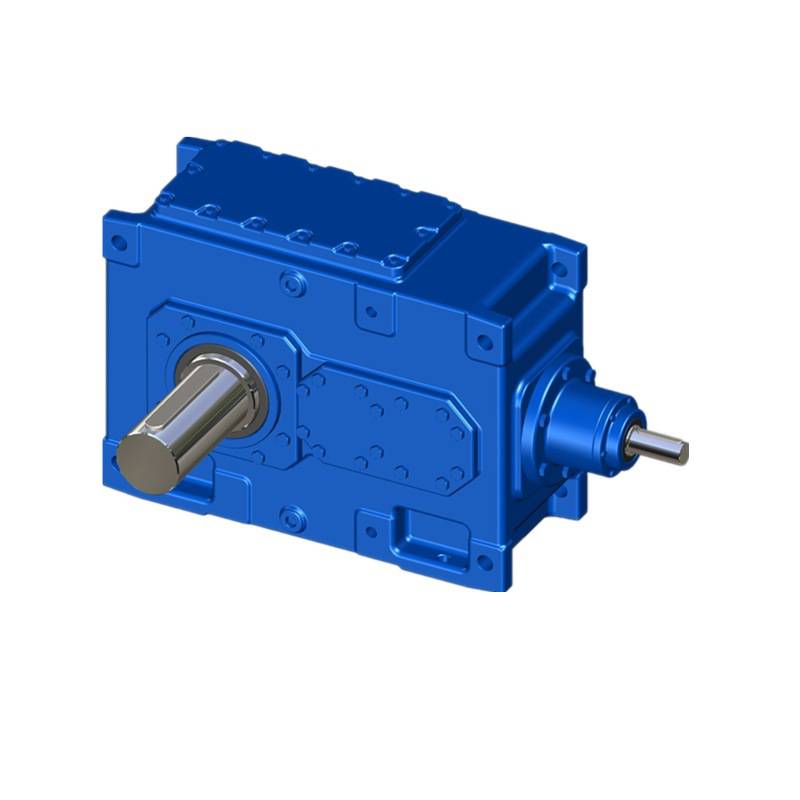
秸秆颗粒机齿轮,齿轮减速机厂家 |
面向地区 |
二手颗粒机减速机齿轮8号齿轮箱配件价格-
热处理工艺流程正火处理:锻后进行正火处理通常在锻造厂进行调质处理:可分为两种情况,一种为零件要求调质并有硬度要求,则按要求来进行;另一种硬齿面齿轮作为预先热处理,是为了以后的热处理(渗碳、淬火等)作先期准备,缩小变形而进行的。淬火温度870度左右,回火温度550度左右,保温时间视零件大小而定。


渗碳处理:目前我公司的气体渗碳炉是采用扩散可控气氛系统进行渗碳质量控制,介质是用乙醇及甲醇,控制温升速度,选择强渗和扩散期控制碳势和渗扩比,渗碳后表面碳浓度为0.8%左右。渗碳时间视层深而定,深度越深时间就越长,一般层深在6mm左右,则要近5天的时间。渗碳结束后冷却至室温,重新加热到660度左右保温。进行高温回火。检查项目:渗碳层深度,碳化物级别要求3级以下。

渗碳后淬火:加温控制温度的升速,温度是根据材质而定,淬火介质为油,油温控制在80度左右,并通过自上而下的喷射搅拌,来工作硬度的均匀性,减少变形。淬火后要进行回火严格控制淬火、回火的间隔时间,减少零件的内应力,低温回火温度为200度,时间通常在12小时以上。检验项目:齿面硬度HRC大于60,齿芯部硬度通常在HRC大于35,金相组织、马氏体级别通常要求均为3级。


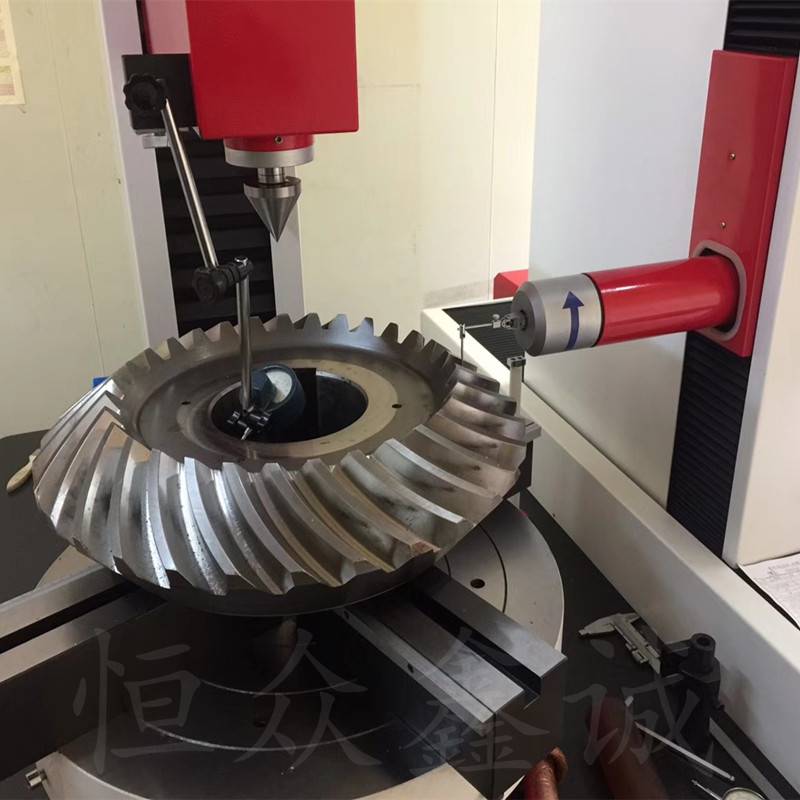

齿轮轴加工:锻件正火→取样化验化学成份→粗车毛胚车去黑皮→超声波探伤检查→调质→粗车各部位尺寸→超声波探伤检查→钳工→滚齿→渗碳→半精车去碳层→淬火→喷丸处理→精车各部→精磨基准→磨齿到要求(包括修形在内)→计量检查→磁粉齿表面探伤检查→退磁→铣键槽→去毛刺→入库检验。






箱体加工工艺流程备料→下料(箱体各子件用数控火焰切割机下料及开坡口,坡口要求按照执行)→喷丸(对轴承座及各子件的表面和坡口喷丸处理,提高焊接质量)→组装(各子件及轴承按图纸组装点焊,按焊接工艺进行)→检查(检查各部尺寸,达到总装要求)→总装焊接(采用二氧化碳气体保护焊,按焊接工艺及技术要求进行)→检查(检查焊缝质量:超声波探伤,焊缝煤油渗透检查)→回火(消除焊接应力:在大型数控回火炉中回火处理,按公司技术标准规范进行)→划线(在大型平板上划平面铣加工件及镗孔线)→粗铣(粗铣各平面)→粗镗(粗镗各孔)→回火(消除粗加工切削应力和残余应力,控制加工后变形量,回火工艺参数按公司技术标准)→喷丸(箱体内外表面及焊缝表面喷丸处理,消除氧化皮及焊渣,提高箱体清洁度)→涂漆(内外表面涂防锈底漆,提高箱体清洁度)→精铣(精铣平面粗糙度到3.2以下,平面度0.02/1000之内)→钳(划钻平面各孔及攻丝沉孔;箱体组装:用液压螺栓拉伸器,紧固螺栓,检查剖分面之间间隙:0.03塞尺:不得通过平面的1/3)→精镗(精镗内孔,要求:孔平行度≤0.02/1000,各轴系孔平行度≤0.02/1000)→检查(用芯棒全面检查孔系的同心度、平行度,详细记录,填写记录卡,为装配提供数据)→钳(划钻各螺孔,去毛刺)→入库。