


产品别名 |
数控车床,数控车床,全自动数控车床,田野机床 |
面向地区 |
全国 |
液压卡盘是数控车削加工时夹紧工件的重要附件,对一般回转类零件可采用普通液压卡盘;对零件被夹持部位不是圆柱形的零件,则需要采用卡盘;用棒料直接加工零件时需要采用弹簧卡盘。对轴向尺寸和径向尺寸的比值较大的零件,需要采用安装在液压尾架上的活对零件尾端进行支撑,才能对零件进行正确的加工。尾架有普通液压尾架和可编程液压尾架。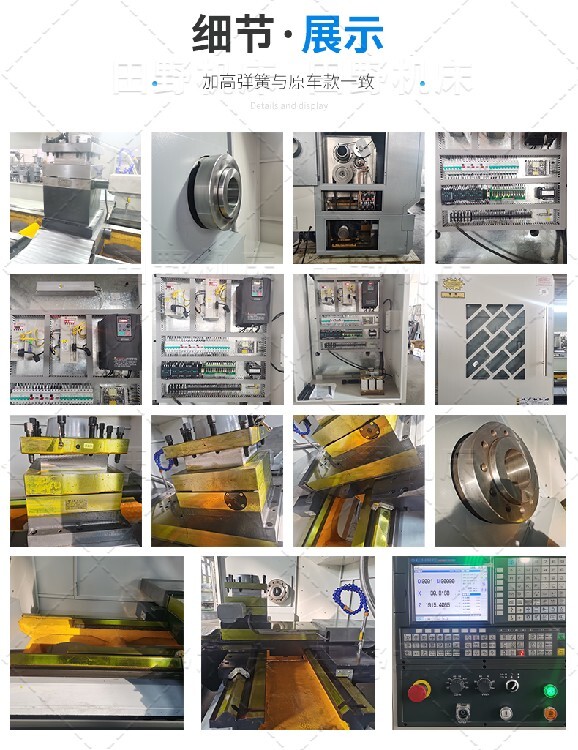
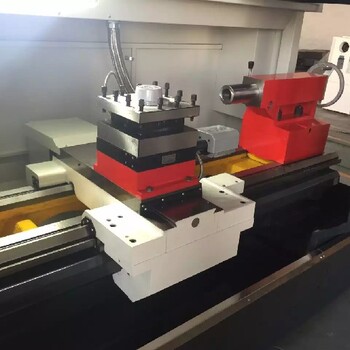
机床组成
主机,他是数控机床的主体,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。
数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。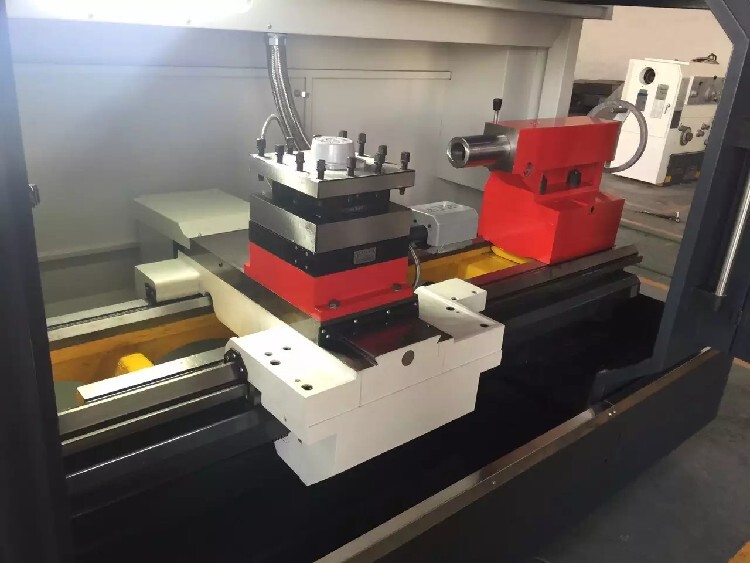
机床应安装在牢固的基础上,位置应远离振源;避免阳光照射和热辐射;放置在干燥的地方,避免潮湿和气流的影响。机床附近若有振源,在基础四周设置防振沟。
仔细检查机床各部位是否按要求加了油,冷却箱中是否加足冷却液。机床液压站、自动间润滑装置的油是否到油位批示器规定的部位。
检查电气控制箱中各开关及元器件是否正常,各插装集成电路板是否到位。
通电启动集中润滑装轩,使各润滑部位及润滑油路中充满润滑油。做好机床各部件动作前的一切准备。
空动转试验
a. 主动动机构运转试验,在高转速段不得少于1小时,主轴轴承的温度值不超过70℃ ,温升值不超过40℃;
b. 连续空运转试验,其运动时间不少于8小时,每个循环时间不大于15分钟。每个循环终了停车,并模拟松卡工件动作,停车不超过一分钟,再继续运转。
数控系统的功能根据零件图纸的要求,制定加工路线,在建立的工件坐标系上,计算出刀具的运动轨迹。对于形状比较简单的零件(如直线和圆弧组成的零件),只需计算出几何元素的起点、终点、圆弧的圆心、两几何元素的交点或切点的坐标值。
最近来访记录