产品别名 |
布料预缩定型机 |
面向地区 |
全国 |
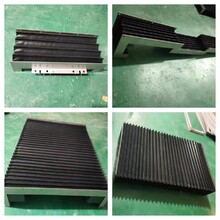
预缩机分为两种。呢毯式预缩机。经均匀给湿和短程整幅的织物由电热靴热压紧贴于小辊径喂布辊上4~18mm厚呢毯的伸张表面进入大烘筒,利用毯面离开喂布辊时的曲率反向回复变形而收缩。后再经呢毯烘燥装置烘燥而提高预缩效果的稳定性。经此整理后织物的缩水率一般可降至1%。
橡胶毯式预缩机。耐热耐磨而具有一定弹性的橡胶毯厚度有25.4mm、50mm、67mm多种,以厚者预缩效果较好;当橡胶毯进入进布辊与由蒸汽加热的承压辊轧点时,受到进布辊压力而变薄、伸长,但离开此轧点后又回复收缩。
缝料经给湿、振动和焙烘,组织密度增大,表面蓬松,制成成衣后尺寸稳定,外观层次丰富。预缩机是加工服装,特别是缝制缩率较大的服装的前处理设备。
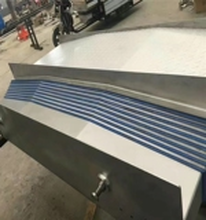
汽蒸预缩机对毛织物实施的是“低温汽蒸”。毛织物经过低温汽蒸后,其内部各种基团间的作用力会降低使得毛纤维具有一定的可塑性,此时面料会在“无张力的状态下”,“自由地”进行内应力(或称残余变形)的释放,也称自由回缩,收缩的面料经过冷却区后就会迅速地稳定下来,完成预缩作业。
连续型汽蒸预缩机基本流程:是给湿—汽蒸—保温热收缩—冷却稳定—出布。需要注意的是:面料在进入汽蒸装置前的给湿操作,给湿一定要均匀,否则会导致预缩后的面料布面不平整。要获得“无张力状态下”喂布,送布装置应有变频器无级调速控制。
定型是将面料在“无张力”的高温环境中放置一定的时间,然后迅速冷却降温,使面料保持需要的尺寸和形态。在某些热风式定型预缩机中,还设计了振动拍打装置,更的利于残余应变力的释放。汽蒸预缩机应用时性能的上优劣表现可归为两点:干蒸汽形成热风的温度稳定性和无张力面料传输的可靠性。