





关键词 |
金属工程塑料打印加工 |
面向地区 |
全国 |
金属3D打印材料是金属3D打印技术发展的重要物质基础,在某种程度上,材料的发展决定着3D打印能否有更广泛的应用。目前,金属3D打印材料主要包括工程塑料、光敏树脂、橡胶类材料、金属材料和陶瓷材料等,除此之外,彩色石膏材料、人造骨粉、细胞生物原料以及砂糖等食品材料也在金属3D打印领域得到了应用。
金属3D打印所用的这些原材料是针对金属3D打印设备和工艺而研发的,与普通的塑料、石膏、树脂等有所区别,其形态一般有粉末状、丝状、层片状、液体状等。通常,根据打印设备的类型及操作条件的不同,所使用的粉末状金属3D打印材料的粒径为1~100μm不等,而为了使粉末保持良好的流动性,一般要求粉末要具有高球形度。
桌面3D打印机已经是一个非常成熟、好用的工具,文创工作室、创客、爱好者、设计师群体很多人已经用起来。即使是经常使用的朋友,恐怕也难以避免打印模型出现质量不佳的情况,比如翘边、错层、飞丝等,打印出来的模型并不能让人满意。通常情况下,按步骤做下面几个检查,能解决大部分问题。
翘边不平整是由于塑料材质的热应力,在固液相变的过程中应力没有释放,通常会出现形变。很有可能是喷嘴与底板的距离太远,超过了打印层厚。
此外,喷嘴与底板的距离太近也会出现相应情况,尽管不影响挤出但比准确距离还是有更大的压力,导致模型与底板粘贴过紧。后果就是打印完毕后很难取下模型,甚至后模型撕裂了而首层仍然没有与底板分开,或者是底板的美纹纸撕开紧紧粘在模型底部。这都不是理想中的结果。
遇到这种情况,我们要做的就是重新对3D打印机做调平,确保调平点与喷嘴之间刚好能够滑动一张A4纸。更细的描述,就是“滑动时纸张略微受到阻力,但仍然能够自如地从间隙中抽出”,这时喷嘴与打印底板之间有理想的距离。
对于自动调平的机型如果出现这种情况,就有可能是定位传感器出现了偏差,这里就不建议用户手动调节了,好联系厂商来解决。
另一个我们常遇到的情况,是打印完成时发现模型错开分成了两部分,两部分各自都很好却并没有对齐,出现了错层。
它的原因就是在打印过程中传动皮带打滑,喷嘴与之前的原点位置相比发生了偏移。而引起偏移的常见原因,就是料盘或者料轴被卡住——料丝限制了喷嘴的位置,而电机的扭距很大,从而导致皮带和齿轮之间打滑。
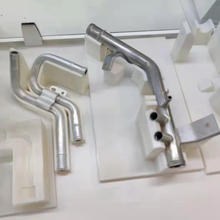
原型测试即在产品开发阶段,利用3D打印做出原型件,模拟还未量产的实际零部件,并利用它进行测试和改良。目前,许多车企已经在开发阶段使用3D技术进行原型测试了。原型测试本身也分成:概念原型、设计原型、功能原型,三者对设计参数的模拟精度要求依次提高。
到了零部件的设计原型上,就需要3D打印原型的机械性能也与设计相符,对于材料的使用和工艺的要求提高。后的功能原型与设计原型类似,但因为要放到整车上进行测试,对精度要求更高。
和仿真软件类似,3D打印技术在开发中的应用使得车企和零部件供应商不再需要每一版设计,就重新进行一次开模,节省了研发成本。
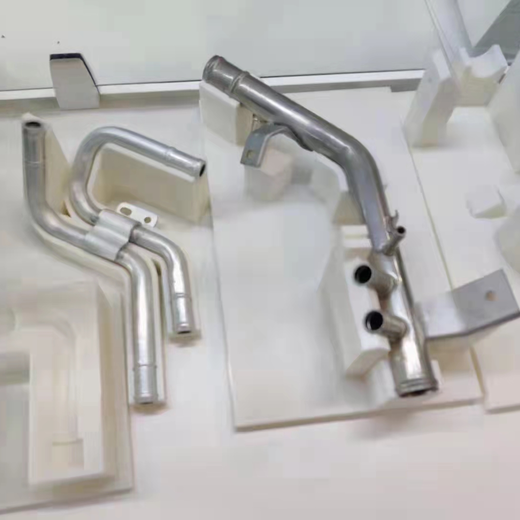
除了用于开发测试之外,由于在少量生产上的优势,3D打印还被用在制造生产工具上,例如贴标机,很多人可能不知道这个东西,这里解释一下:产线工人在装配架的时候并非用手装配,而是需要把架放在如下图所示的贴标机上,然后推着贴标机将架固定到车身上。
| 主营行业:显示设备 |
| 公司主营:3D打印技术 |
| 主营地区:长春 |
| 企业类型:私营独资企业 |
| 公司成立时间:2022-03-20 |
| 经营模式:政府或其他机构 |
| 公司邮编:130000 |
全国金属工程塑料打印加工热销信息