poliangolar刀柄Poliangolar六方钻








poliangolar刀柄Poliangolar六方钻
产品别名 |
Poliangolar旋转拉刀,poliangolar冲头,poliangolar刀柄,poliangolar四方冲头,poliangolar六方冲头,进口拉刀,进口旋转拉刀,进口旋转冲削刀具 |
面向地区 |
全国 |
用途 |
金属切削 |
加工定制 |
是 |
是否标准件 |
标准件 |
是否涂层 |
涂层 |
是否库存 |
库存 |
是否批发 |
批发 |
样品或现货 |
现货 |
适用机床 |
多款供选 |
材质 |
高速钢 |
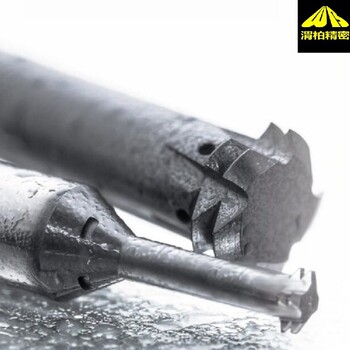
意大利Poliangolar旋转拉刀设置:
Poliangolar 设备配备完全密封的轴承,因此不需要定期润滑。
Poliangolar 器具完全无需调整。机床的对准极其重要,事实上,设备相对于工件的任何未对准都是刀具破损以及产生不正确形状的主要原因。
要将设备与正在加工的工件一起放置在转塔(或工作中心上的机床主轴)的中心,只需插入设备并将其锁定即可。

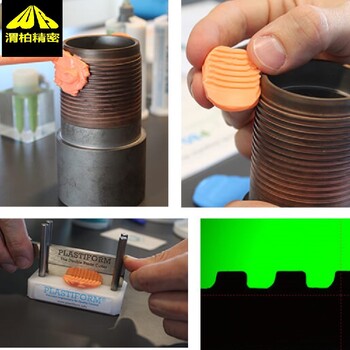
意大利Poliangolar旋转拉刀加工内键槽准备指南:
摆拉削之前总是行适当的预孔。
建议制作一个直径大于您正在加工的形状的较小直径的孔。
以下是计算六角形、方形和梅花槽预钻孔直径的一些公式。
拉削齿形或开槽型材时,建议预钻比型材较小直径大 2-3% 的孔。
在存在非合金钢的情况下可以降低这些百分比,而在加工高合金钢材料时则可以增加这些百分比。
Poliangolar旋转拉刀预钻孔深度
孔的深度大于拉削深度,以减少并有利于清除积屑。
我们建议预钻孔深度为工作深度的 1.3-1.7 倍。
如果材料堆积过多,可以在拉削后使用相同的预钻孔工具进行清除。
为了轻松去除切屑,建议尽可能在孔的下部提供退刀槽。
退刀槽的直径大于拉刀尺寸的大直径。
意大利Poliangolar旋转拉刀使用注意事项:
刀具边缘破损或崩刃的常见原因是:
与待加工工件的同轴度不,在这种情况下,工具在穿透预孔时不会损坏,但在随后的返回阶段,当弯曲动作由于不的对中而停止时。
良好的做法是在工件和刀具接触的初始阶段将转速设置在 50 到 100 rpm 之间(前进可以保持在加工速率),直到拉刀的周边完全进入工件:对于 10 毫米的六边形,0.5 毫米的深度就足够了。然后您可以将汽车调至推荐的转速。
当不使用拖杆时拧紧该过程:在这种情况下,在返回阶段也会发生破损,因为边缘与过程开始时的位置不同。
加工方形槽时,重要的是要记住,要去除的材料量是六角形槽的两倍,因此刀具工作量很高,因此这些工艺通常需要非常坚固和强大的机器。
如果可能,尤其是超出 20 平方毫米时,应采取一些预防措施:
预孔尽可能大;
如果方形截面有四个完整的平面,可以先在四个角对应的小孔上再在中央预孔,以减少去除的材料量;
如果可能,可以对边缘进行平滑处理,以去除工具脆弱点的锋利边缘。通过这种方式,可以消除大部分材料,并且可以在更短的时间内进行采石,并获得更好的光洁度。
当然,同样的考虑因素也适用于大六角形槽(通常超过 32 毫米)的加工。
考虑到前面所写的内容,可以加工任何多边形槽,例如星形槽、凹槽槽或渐开线槽等...只要要去除的材料数量在机器或加工时间允许的范围内。
所有用于标准或特殊槽的 Poliangolar 工具均可提供两种类型的涂层,具体取决于要执行的加工。

意大利Poliangolar旋转拉刀涂层选择:
TIN-PVD涂层:
特别适合加工合金和铝等软材料,可减少刀具磨损和咬合倾向。
POLY涂层:
一般应用于烧结刀具上,适合加工高温合金、铸铁等高硬度磨料,特别适合加工不锈钢以及在强热负荷下的合金钢和钛。
意大利Poliangolar冲头、四方冲头、六方冲头常见问题解决方案:
1.机床报警或停止。
可能的原因
夹具相对于工件偏心安装;
切屑堆积过多。
确保机床居中;
为了减少切屑堆积:
对于内拉削增加预孔;
对于外拉削,减小预车削直径。
2. 拉刀滑落可能的原因
拉刀在初次接触工件表面时会弹起。
在工件与拉刀次接触期间,将速度降低至 50-100 RPM(进给量相同)。当拉刀完全进入工件后,将速度调至工作速度。评估拉削后留出一些余量并去除余量的可能性。
3.拉削拧紧/加工拧紧深度可能的原因
切屑堆积过多。
为了减少切屑堆积:
对于内拉削增加预孔;
对于外拉削,减小预车削直径。
为了防止螺纹加工,请使用方向杆。
如果无法,请增加进度。
意大利Poliangolar冲头、四方冲头、六方冲头常见问题解决方案
1.该工件被推入机器中可能的原因
该部件未正确固定。
使用合适的夹头。
2.拉刀碎屑/寿命很短。可能的原因
夹具偏离工件中心安装。
未正确准备零件。
速度和进度不准确。
确保机床居中。
确保预孔足够宽和深。
调整速度和进给,减少工件与拉刀次接触时的转数。
3. 加工不居中/齿在一侧较宽可能的原因
夹具偏离工件中心安装。
该部件弯曲。
确保机床居中。
在工件与拉刀次接触期间,将速度降低至 50-100 RPM(进给量相同)。
支撑工件,使其不会弯曲。
4.芯片保留在工件的底部可能的原因
排气槽缺失。
开始拉削之前,在工作深度末端添加一个退刀槽。可以在拉削结束时使用与预钻孔相同的工具去除切屑。
陕西渭柏精密机械有限公司
陕西渭柏精密机械有限公司
德国、瑞士、意大利、美国等机床附件及数控刀具代理商.渭水源远流长绵绵不断;柏林郁郁葱葱万古长青。
代理部分品牌如下:
瑞士IFANGER滚花刀,瑞士GPRTOPS,美国Cogsdill考克思迪尔,德国HOBE镗刀,瑞士HABEGGER哈贝格,意大利Poliangolar拉刀,土耳其AKS浮动毛刺刀,德国ROHM罗姆,德国ECOROLL滚光刀,英国Namco耐考螺纹滚压,波兰BISON卡盘,德国Dress德雷斯锯片,意大利FRB飞霸,瑞士Alesa阿莱萨,美国Mueller米勒量具,意大利BM旋转拉刀,美国TE-CO虎钳,德国W&F动力刀座..……